|
|
T-42 |
T-51 |
T-65 |
|
Spindelnase |
A2-5 / 16C |
A2-6 / 20C |
A2-6 / 25C |
|
Spindelbohrung |
48 mm |
60.4 mm |
75 mm |
|
Max. Drehzahl |
6.000 U/min |
5.000 U/min |
4.000 U/min |
|
Max. Nennleistung (Forts.) |
11 kW |
15 kW |
26 kW |
|
Größe Dreibackenfutter |
150 mm |
200 mm |
250 mm |
Max. Drehdurchmesser
(BMT) |
239 mm |
313,7 mm |
313,7 mm |
Max. Drehdurchmesser
(T-Style) |
327,7 mm |
387,2 mm |
387,2 mm |
|
Max. Stangendurchlass |
42 mm |
51 mm |
65 mm |
|
Anzahl Revolverstationen (BMT) |
16 Stationen
(BMT 45) |
12 Stationen
(BMT 55) |
12 Stationen
(BMT 55) |
|
CNC Steuerung |
FANUC 31i |
FANUC 31i |
FANUC 31i |
Maschinengewicht (ca.)
Aufstellfläche (Länge x Tiefe x Höhe) |
5.940 kg
2.489,2 mm x 2.165 mm x 2.089 mm |
7.800 kg
3.257 mm x 2.312,4 mm x 2.123 mm |
7.800 kg
3.257 mm x 2.312,4 mm x 2.123 mm |
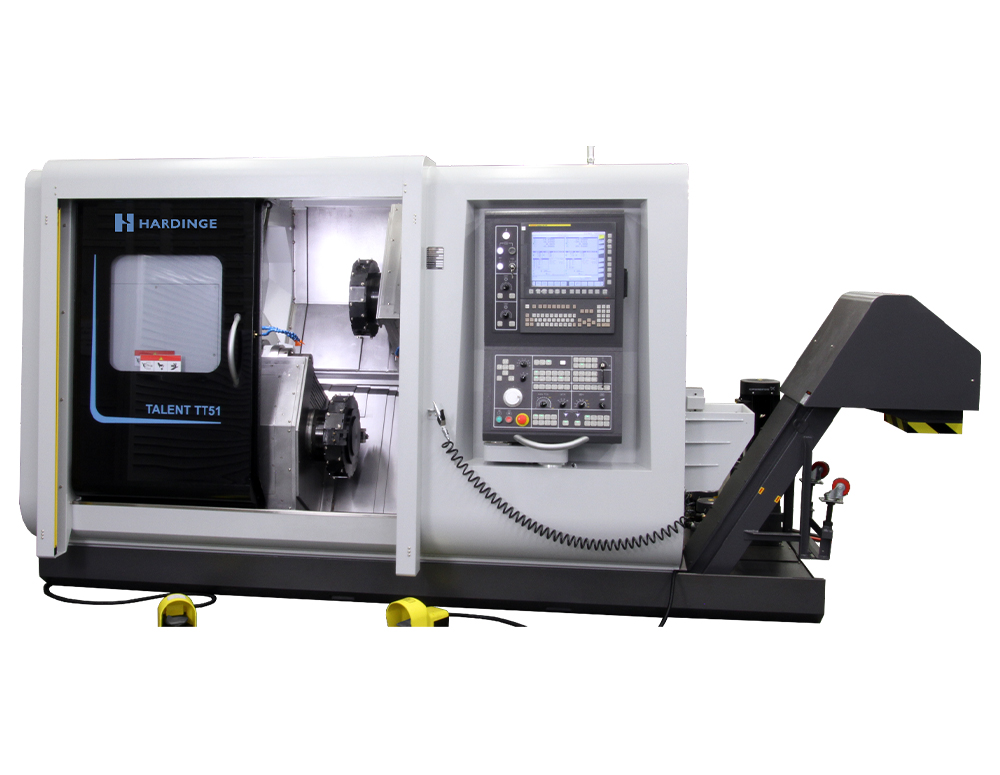
SUPER-PRECISION® ist eine Kombination aus bewährten Verfahren, Design und Herstellung von Hard- und Software, die in eine Werkzeugmaschine integriert ist, die ein Höchstmaß an Präzision
für Produktionsdrehzentren bietet, die heute den geringsten menschlichen Eingriff auf dem Markt erfordern.
Wichtige Unterscheidungsmerkmale
- Hohe Maschinensteifigkeit qualifiziert durch FEA-Technik (Finite Element Analysis)
- Hohe Oberflächengüte von 0,2 μ oder besser
- Kreisformprüfung für höchste geometrische Genauigkeit
- Dynamisches Auswuchten von Spindel und Antriebsmotor
- Integrierte Wrap-Around-Spindelmotor-Technologie ohne Verwendung von Riemen
- Abgestimmte Hochpräzisions-Spindellager
- Fähigkeit, die Gesamtabweichung des Durchmessers innerhalb von 3 μ, nach kurzer Aufwärmzeit, beizubehalten
- Hohe Wiederholgenauigkeit der Achsen von 0,76 μ
- Robustes Steuerungs- / Motor- / Antriebspaket mit 0,1 μ Steuerauflösung
- Hochpräzise digitale Linear-Glasmaßstäbe
Vorteile der Spannzangenspindel
- Spannzange sitzt direkt in der Hardinge-Spindel
- Maximale Steifigkeit und Spannkraft werden auf das Teil übertragen
- Maximale Ausnutzung der Drehzahl
- Minimales Gewicht auf der Spindel
- Minimaler Überhang von den Spindellagern, der sicherstellt, dass die Spindelgenauigkeit direkt auf das Werkstück übertragen wird
- Optimale T.I.R.
- Spannkraft direkt über dem Werkstück
- Hervorragende Toleranzen und Oberflächenbeschaffenheiten
- Ausnutzung der maximalen Bearbeitungskapazität der Maschine möglich
- Längere Werkzeugstandzeiten
- Schnelle Umrüstung
Angetriebene Werkzeuge
Angetriebene Werkzeughalter beginnen bei 8.000 U/min und sind optional mit einem Verhältnis von 2:1 oder 4:1 mit bis zu 32.000 U/min erhältlich, wenn hohe Drehzahlen erforderlich sind. Die angetriebenen
BMT-Werkzeughalter von Hardinge bieten einen hervorragenden Rundlauf innerhalb von 3 μ und gehören damit branchenweit zu den besten Werkzeugsystemen.
FANUC 31i TB - Erhaltene Steuerungsfunktionen
- Werkzeugversatz mit Geometrie / Verschleiß (99) (XYZR)
- Auswahl Zoll / Metrisch gemäß G-Code
- Speichererweiterung 64 Kbyte (160 Meter)
- Absolute / inkrementelle Programmierung
- Alarmanzeige
- Einstellung des automatischen Koordinatensystems
- Hintergrund-Bearbeitung
- Block überspringen
- Festzyklus (Drehen / Bohren)
- Fasen- / Eckradius
- Kreis-Interpolation durch R Programmierung
- Programmierung der konstanten Schnittgeschwindigkeit
- Kontinuierliches Gewindeschneiden
- Einstellung des Koordinatensystems (G50)
- Benutzerdefiniertes Makro B
- Dezimalpunktprogrammierung
- Durchmesser / Radius-Programmierung
- Programmieren mit Direktzeichnungsbemaßung
- Displayposition, Programm, Alarmverlauf
- Ethernet fähig
- Erweiterte Teileprogrammbearbeitung (Kopieren / Ersetzen)
- Externe Werkstücknummernsuche
- Flexible Referenzfahrt
- Helikal Interpolation (alle M S Modelle)
- Hilfe-Bildschirm
- Eingabe von Korrekturwerten (G10)
- Interpolation (linear/kreisförmig)
- Probelauf
- Manual Guide i mit Vollfarbanzeige
- Programmnummernsuche
- Eingabe von programmierbaren Parametern
- Anfahren des Referenzpunktes
- Programmverwaltung (1000)
- Gewindeschneiden ohne Ausgleichsfutter – alle Spindeln
- Werkstückzähler
- Selbstdiagnosefunktion
- Spindelorientierung (1 Grad)
- Spindelsynchronisation (alle S-Modelle)
- Sequenznummernsuche
- Einzelblock-Betrieb
- Überspringfunktion G31
- Verfahrwegprüfung 2 & 3
- Straightness compensation
- Sub program call (10-fold nested)
- Genauigkeits-Kompensation
- Werkzeugnasenradius-Kompensation
- Werkstückkoordinatensystem (G52-G59)
- Programmschutz