









Centres d'usinage puissants et applications exigeantes
Lors de l'EMO de cette année, le groupe Hardinge s'est présenté avec une multitude d'innovations techniques dans le domaine du tournage et du fraisage.
WEISSER a notamment présenté deux nouveautés au salon : Un centre d'usinage horizontal à 5 axes, le MultiCenter MTS 1200/8, ainsi qu'une solution de fabrication pour l'usinage et le revêtement de disques de frein de la dernière génération avec l'installation de revêtement au laser LMD BD 450. Hardinge a présenté le procédé de fabrication complexe du tournage céramique sur un tour SUPER-PRECISION®. En outre, Bridgeport était présent à l'EMO avec deux fraiseuses récemment développées.
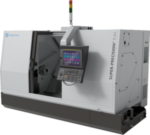
WEISSER MultiCenter MTS 1200/8
Le centre d'usinage horizontal multifonctionnel WEISSER MultiCenter MTS 1200/8, présenté pour la première fois à l'EMO, est prédestiné à l'usinage complet de pièces hautement complexes et précises dans les domaines de la construction mécanique, de l'électromobilité, de la technique médicale ainsi que de l'industrie aéronautique et spatiale.
Le centre d'usinage nouvellement développé WEISSER MultiCenter MTS 1200/8 avec automatisation intégrée
Lors du développement, l'accent a été mis non seulement sur la meilleure précision possible et l'amortissement des vibrations, mais aussi sur une flexibilité et une facilité d'utilisation maximales. Le mécanisme de base de conception massive combiné aux guidages de 55 garantit les meilleures performances pour les applications exigeantes en matière d'usinage dur et doux. La course en X de 600 mm de l'unité de fraisage facilite l'utilisation d'outils longs de 330 mm. Comparée à des machines-outils similaires, la profondeur d'intervention de seulement 480 mm est nettement plus faible et assure un accès ergonomique à la zone de travail. L'écran de visualisation extra large assure la vue d'ensemble nécessaire dans la machine.
Grâce au haut niveau d'intégration technologique, la gamme d'usinage est quasiment illimitée. Celui-ci s'étend par exemple des composants hydrauliques très complexes aux composants de l'électromobilité en passant par les porte-outils et les arbres exigeants.
Outre le tournage, le fraisage et le perçage classiques, le centre d'usinage peut également reproduire les technologies de processus que sont le tournage rotatif, l'écroûtage par génération, le taillage par génération ainsi que le tournage en tourbillon. En option, la machine peut également être équipée d'une tête laser pour la fabrication additive.
En ce qui concerne la manipulation des pièces, le MultiCenter MTS 1200/8 offre, au choix, une alternative intéressante aux portiques de chargement et de déchargement externes, généralement coûteux, ou aux cellules robotisées qui prennent de la place. Pour les pièces d'un diamètre maximal de 160 mm et d'un poids maximal de 20 kg, le centre d'usinage peut, pour la première fois, être équipé en option d'une automatisation intégrée. La manipulation intégrée de chargement et de déchargement peut aborder les deux nez de broche par axe CN et prélever les pièces au moyen d'un préhenseur pour la broche principale et la contre-broche. La position de départ, à partir de laquelle la pièce ou la chute est prélevée ou déposée, se trouve sur le côté droit, à l'extérieur de la machine-outil.
Weisser LMD BD 450
Étant donné que la norme Euro-7 réglemente également l'usure des freins, le revêtement des disques de frein attire l'attention des fabricants, car de nouvelles technologies permettent de transformer les disques de frein conventionnels en "Low Emission Break Discs" (disques de frein à faible émission), qui réduisent l'usure et résistent à la corrosion. En tant que spécialiste de l'usinage des disques de frein, WEISSER propose, en plus de la chaîne de processus actuelle qui comprend le tournage, le perçage et la rectification, la possibilité d'appliquer à l'avenir un revêtement au laser.
Pour cela, WEISSER mise sur ce que l'on appelle le laser cladding, également connu sous le nom de soudage par rechargement au laser. Dans ce procédé de fabrication additive, une poudre de matériau est soufflée à travers un gaz protecteur dans le foyer d'un rayon laser. Le matériau de revêtement en poudre fond dans le gaz de protection avant même de toucher la surface également fondue de la pièce, en l'occurrence le disque de frein. Le résultat est une couche dure métallurgiquement liée, résistante à la corrosion et à l'abrasion, sur le disque de frein, avec une faible distorsion thermique. Cela permet d'obtenir une solution de fabrication complète pour la production en grande série de la prochaine génération de disques de frein jusqu'à Ø 450 mm au moyen d'un concept de coût par part avantageux.
Dans la chaîne de processus représentée schématiquement (figure 2), les opérations de tournage et de perçage sont tout d'abord effectuées sur deux centres d'usinage verticaux UNIVERTOR AM-T. Les pièces sont ensuite usinées à l'aide d'une machine à commande numérique. Vient ensuite le revêtement laser en deux étapes, au cours desquelles on applique d'abord la couche de liaison, puis la couche de support. Le processus de rectification qui suit produit la géométrie de la pièce requise.
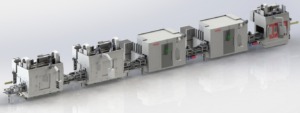
Illustration of the processing line of laser-coated brake discs of the latest generation
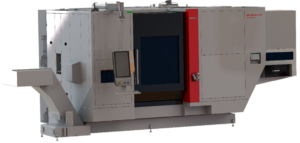
WEISSER UNIVERTOR V400
With the UNIVERTOR V400, WEISSER has taken proven technology a step further and expanded the well-known UNIVERTOR series.
WEISSER UNIVERTOR V400
Two powerful disc turrets in combination with a 4-axis unit enable highly productive simultaneous machining and thus shortened machining times or reduced unit costs. Due to the large A8 spindles as well as the reinforced turrets, a high machine stability is ensured, which enables the most diverse manufacturing processes with the best surface quality.
The range of applications in medium and large series production covers a wide variety of materials such as cast iron, aluminum, steel as well as titanium, from brake discs, differential housings, stator housings to axle drive wheels. The heart of the UNIVERTOR V400 is the proven WEISSER Pick-Up System. This can be combined with customized automation concepts. As standard, the UNIVERTOR V400 is equipped with a cost-effective and functional drag frame conveyor.
Machining of ceramic materials on Hardinge T51 SP MSY
Due to their high hardness, wear resistance and good tribological properties, technical ceramics are used in many areas of industry, for example for plain and ball bearings or joints. In medical technology, components for heart valve pumps are made of ceramic. However, the special properties of ceramic make machining difficult and require special tools, some of which are still under development. Hardinge will be presenting the turning/finishing of difficult-to-machine ceramic materials such as silicon nitride or silicon carbide on a T51 SP MSY high-precision turning center.

Hardinge SUPER-PRECISION® T51 SP MSY
The essential prerequisites for the successful machining of technical ceramics are the same as for hard and precision turning. Here, the SUPER-PRECISION® T51 benefits from its extremely stable design, resulting in high rigidity, speed and thermal stability. Added to this is the excellent vibration damping provided by the solid cast machine bed filled with Harcrete polymer concrete. Thanks to the vibration damping effect, better surface finishes, longer tool life and optimized process sequences are ensured. The T51 SP MSY features a powerful main spindle with a speed of 5,000 min-1 at 15 kW drive power, providing the performance needed for high-precision turning. The new ceramic turning process is highly productive and achieves surface qualities of Ra 0.2µm. It can thus replace the otherwise usual grinding in many cases.
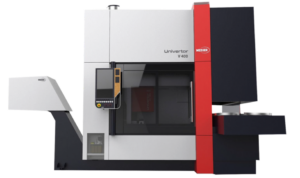
Machining centers for large quantities in high accuracy
For industries such as aerospace, energy, automotive, mold making and shipbuilding, where the highest precision is required, Bridgeport offers the perfect solution with the newly developed V650 5AX vertical machining center. Designed for maximum performance, highly complex workpieces such as compressor blades, turbine blades for generators or high-performance fans can be manufactured using 5-axis machining.

BRIDGEPORT V650 5AX with freely accessible workspace
The V650 5AX is equipped with the powerful Siemens SINUMERIK ONE CNC control. This enables the machining of free-form surfaces under high load at maximum speed with the highest possible path accuracy. The use of the SIMATIC S7-1500 PLC reduces non-productive times and offers the best conditions for integrating the machine into higher-level automation systems.
The extremely compact design of the V650 5AX is paired with the high rigidity of the cast iron frame. The rotary table with a diameter of 650 mm has excellent vibration damping and safely accommodates workpieces with a diameter of up to 520 mm, a height of 330 mm and a weight of up to 300 kg. The protective enclosure is designed for maximum accessibility to the work area.
The motor spindle reaches a maximum speed of 15,000 min-1 and delivers 95 Nm of torque. With a drive line of 16.5 kW, the X/Y/Z axes can be moved in rapid traverse at 36 m/min. Travel distances are 620 mm along the X-axis, 520 mm along the Y-axis and 460 mm along the Z-axis. With 60 pick-up positions and double-arm grippers, the tool magazine holds tools with a diameter of 75 mm, a maximum length of 250 mm and a weight of 8 kg. With free secondary slots, tool diameters of up to 130 mm are possible.
Bridgeport XR 1000 TNC7 with Heidenhain control system
Due to its outstanding rigidity and strength, the proven Bridgeport XR 1000 vertical machining center is predestined for machining complex workpieces in the aerospace, automotive, tool and die, power engineering and oil/gas industries.

Bridgeport XR 1000
The XR 1000 is supplied as standard with a powerful direct drive spindle with 12,000 rpm and 25 kW. Other drive systems with other speed data are optionally available. The direct-coupled spindle reduces inertia and increases spindle acceleration/deceleration times, thus increasing productivity. Key features of the machine include low vibration, high power density and extreme rigidity. The absence of transverse drive forces, as a result of direct coupling, allows extremely high accuracy on the workpiece through smooth, precise spindle movement even at very low speeds.
The Bridgeport XR 1000 is equipped with the newly developed Heidenhain TNC7 control, which incorporates new machining technologies as well as strategies, and has a quad-core CPU for high computing and graphics requirements. A touch-optimized operating concept provides a perfect overview of the program, machine and workpiece. The TNC7 offers many new functions, such as graphically guided contour programming for setting up workpieces and fixtures, graphical checking of process results, and 3-D visualization of the workpiece. In the component monitoring mode, wear of the ball screw or an overload of the spindle can be detected and displayed. Integrated process monitoring for automated tasks increases safety.
In addition, further innovative trade fair novelties make a visit to the EMO booth of the Hardinge Group worthwhile. In the grinding sector, VOUMARD will be presenting a newly developed VOUMARD 30 internal grinding machine in addition to the VOUMARD 1000 internal and external grinding machine, with a grinding length of 600 mm. Kellenberger will be represented with smart automation solutions for the KELLENBERGER 100 and KELLENBERGER 1000 universal external and internal cylindrical grinding machines. In the field of clamping technology, Forkardt will present interesting solutions.




